Anwendung
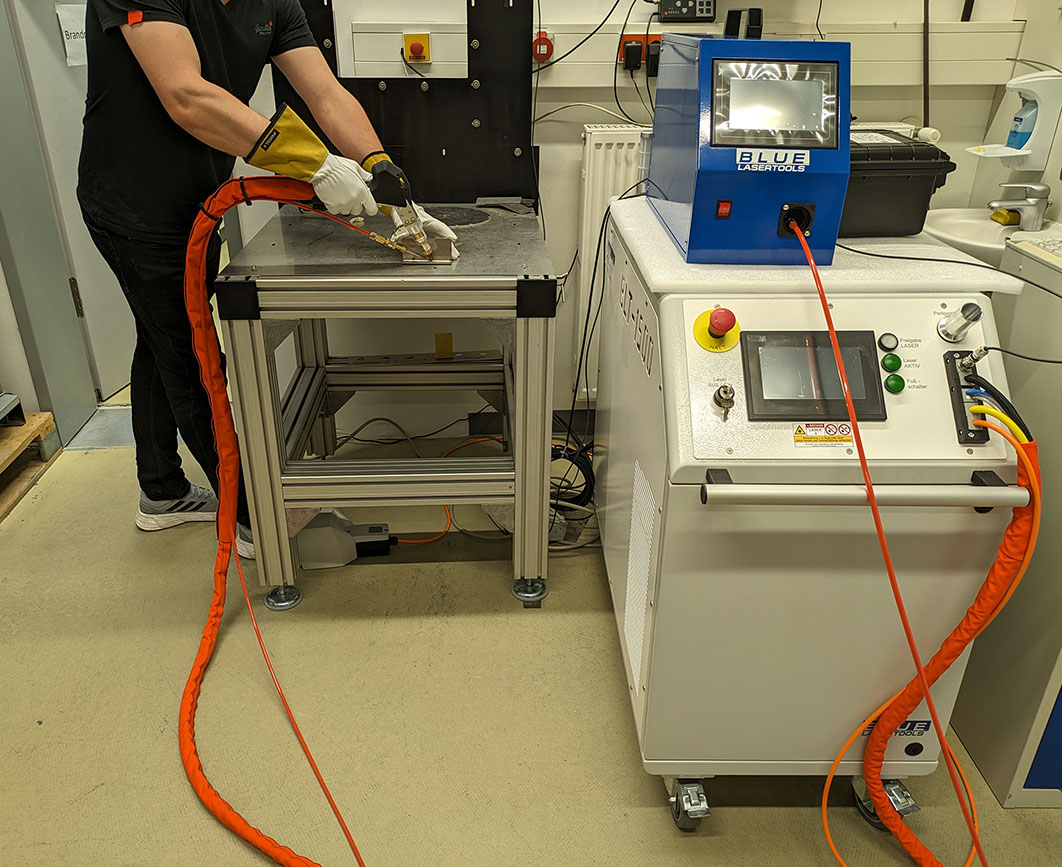
Das Schweißgerät BLT 1500 PenWelder Scan vom Hersteller Blue LaserTools GmbH ermöglicht das handgeführte Laserstrahlschweißen metallischer Werkstoffe. Der sehr diskrete Energieeintrag durch die Nutzung des Laserstrahls als Wärmequelle ermöglicht, im Vergleich zu konventionellen Schweißverfahren, einen sehr geringen Bauteilverzug bei vergleichsweise hohen Bearbeitungsgeschwindigkeiten. Erreichbare Einschweißtiefen liegen im Bereich von 0,2 bis ca. 6 mm bei Stahl- und bis zu 4 mm bei Aluminiumlegierungen. Der Schweißprozess kann mit oder ohne Zusatzdraht, im gepulsten oder kontinuierlichen Laserbetrieb durchgeführt werden. Durch eine hochfrequente Oszillation des Laserstrahls senkrecht zur Vorschubrichtung kann die Schmelzbadbreite variiert werden. Durch die Reduzierung der Laserleistung und die Anwendung großer Oszillationsbreiten kann zudem die Fügezone vor und nach dem Schweißprozess gereinigt werden. Angepasste Düsenkonzepte erlauben das Schweißen der Fügepartner in verschiedensten Nahtanordnungen und Stoßarten. Das Schweißgerät ist mit einer Aufnahme für eine handelsübliche Gasflasche und einem integrierten Wasser-Luft-Rückkühler ausgestattet. Die Lagerung auf Rädern ermöglicht den mobilen Einsatz unter Bereitstellung einer externen 32-A-Stromaufnahme.
Technische Daten
Gesamtmaschine
| Bezeichnung: | BLT 1500 PenWelder Scan |
| Hersteller: | Blue LaserTools GmbH |
| Homepage: | https://bluelasertools.de/ |
| Gesamtmasse: | ca. 200 kg |
| Abmessungen: | 950 x 570 x 1150 mm³ |
| Mobilität: | rollbar, integrierter Wasser- Luft -Rückkühler, 32A-Stromaufnahme |
Strahlquelle
| Modell: | MFSC-1500X(W) |
| Hersteller: | Maxphotonics Co., Ltd. |
| Lasertyp: | Single-Mode-Faserlaser |
| Wellenlänge: | 1080 ± 10 nm |
| Laserleistung: | 150 – 1500 W |
| Leistungsstabilität: | > 2 % |
| Impulslänge: | µs – cw |
| Repititionsrate: | bis 20 kHz |
| Faserlänge: | 5 m |
| Faserstecker: | QBH |
| Faserkerndurchmesser: | 20 µm |
Bearbeitungskopf
| Kollimationsbrennweite: | 40 nm |
| Fokussierbrennweite: | 120 mm |
| Fokusdurchmesser: | 60 µm |
| Strahloszillation: | eindimensional durch schwenkbare Kollimationslinse |
| Oszillationsfrequenz: | 0,1 – 2 kHz |
| Oszillationsbreite: | 0,4 – 7 mm |
| Schutzgas: | koaxiale Zufuhr von Ar, He, N & Gemischen |
| Durchfluss: | 15 – 30 l/min bei max. 6 bar |
Zusatzwerkstoff
| Draht: | automatisierte laterale Zufuhr |
| Typische Fördergeschwindigkeit: | 60 – 80 mm/min |
| Durchmesser: | Aluminium: 1,2 – 1,6 mm |
| Stahl: 0,8 – 1,2 mm |
Sicherheitskonzept
| Dreistufig: | Elektrischer Kontakt zwischen Schweißkopf und Massekabel, |
| Fußschalter, Zustimmtaster am Schweißkopf | |
| Laserschutzklasse: | 4 |